Industries

Applications

Cookie Consent
Cookies are used for statistical purposes and to improve the site.
Cookies will be used after you click "Accept" or if you continue using Dynisco.com
To find out more please review our Privacy Policy.
With Dynisco & Rokoma’s innovative solution, manual measurement and control of the Melt Flow Index (MFI) is a thing of the past. Real-time measurement of the MFI and automatic addition of additives is the new standard. This enables you to guarantee a quality product at all times, save time and use energy responsibly.
Together with Heating elements specialist Rokoma (our dutch Dynisco partner) we started this year to think about the following question: “How to prevent a fluctuating MFI when reprocessing/extruding used plastic.” In this article, we explain the importance of a stable MFI and how this can be done automatically.
The Melt Flow Index
The melt index (m.i.) also known as Melt Flow Index (MFI) is an important indicator when processing a thermoplastic. The viscosity of a thermoplastic indicates the material’s resistance to deformation or shear stress. The viscosity tells how viscous a thermoplastic is. That viscosity depends on the chemical composition.
The importance of a constant MFI
In particular, when processing plastics (injection molding, extrusion), it is important to know the viscosity of a thermoplastic. To determine this, the MFI measurement is used. When processing plastics within an injection molding or extrusion process, it is important to keep this MFI as constant as possible. A constant MFI ensures a constant process which in turn results in a constant quality of the final product. As a plastics recycler, it is therefore important to be able to produce plastic pellets with a constant MFI.
Everyone involved with the MFI agrees that a stable MFI results in a quality end product. For this reason, it is important to keep the MFI stable throughout the process. However, this is easier said than done.
How to measure MFI?
Melt Flow Rate measures the extrusion rate of thermoplastics through a capillary at a prescribed temperature and sample rate. This can be done with the Dynisco LMI5500 Melt Flow Indexer. The disadvantage is that this is a manual process, with samples taken from the production line each time and then tested in the lab.
Misproduction, now what?
When the lab test detects an incorrect MFI, it means that production has been going on for quite some time with the wrong MFI. Recycling companies that produce plastic pellets can overcome this misproduction in 2 ways:
In both cases, this results in:
How to keep MFI stable?
Last year, Rokoma and Dynisco tasked themselves with the question, “ How can we keep the MFI stable at all times?” As a result, both organizations are extremely excited to report that the answer to the question has been found. The final tests were successfully completed in the middle of this year.
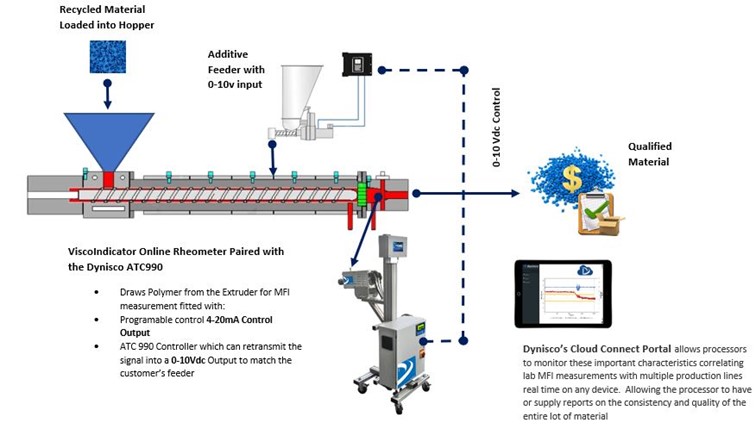
For the test setup, Rokoma and Dynisco traveled jointly to Morein’s plant in Germany. Specialists from both organizations installed a Dynisco ViscoIndicator I.C.W. an ATC process controller that was linked to a volumetric dosing unit for additives.
Jointly, lower and upper limits are defined within which the MFI must remain. When the MFI of the processed material threatens to go outside the limits, the Dynisco ViscoIndicator sends a signal to the ATC990 controller, which then processes the signal, converts it, and in turn controls the volumetric dosing unit. In this way, a feedback loop is created, which enables the dosing unit to add the exact required amount of additive. The result of the solution? A polymer that meets the required specification at all times.
Benefits solution Rokoma & Dynisco




38 Forge Parkway,
Franklin MA 02038
+1 508 541 9400
Pfaffenstr. 21, 74078,
Heilbronn, Germany
+49 7131 297 0
Lot 3615, Jalan SM 6/8
32040 Seri Manjung, Perak, Malaysia
+605 6884014



